总(zǒng) 部:029-88325700
地 址(zhǐ):西安市高(gāo)新区高新路80号望(wàng)庭国际一(yī)单元901室
工 厂:029-86085235
网(wǎng)址:www.wuhai-laibin.chaxunxianlu.com
地 址:西安泾河工业园北区西金路195号(hào)
1.加工因素
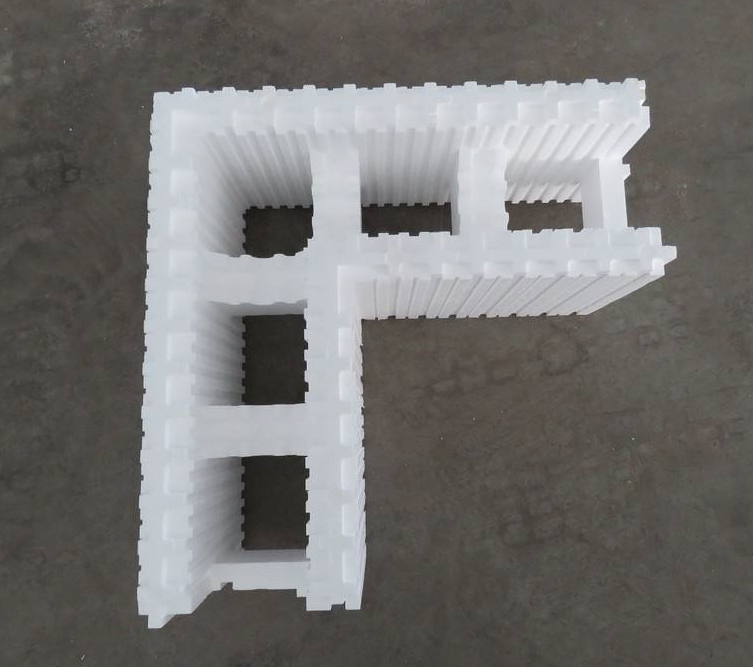
影响泡沫(mò)塑(sù)料性能的加工因素甚多(duō),epp产品(pǐn)加工主(zhǔ)要有设备(bèi)、工艺过(guò)程的控制和加工(gōng)人员的(de)经验(yàn)。泡沫塑料在加(jiā)工过程中特别是在(zài)发泡膨胀过程中,由(yóu)于料流的(de)拖力或外(wài)界拉力作用,会使所生成的气(qì)泡变形,即不呈圆(yuán)形,而呈椭圆形和细长(zhǎng)形气泡(pào)。
这(zhè)样泡壁沿膨胀方向拉伸(shēn),致(zhì)使泡沫塑料呈现各向异(yì)性。也就是说(shuō),epp产品沿拉(lā)伸方向取向的力学性能(néng)增大(即纵向强度增大),而垂直于取向方向的强度变(biàn)低。泡孔的拉伸(shēn)度愈大,相应的压(yā)缩(suō)应力(lì)比和模量比也(yě)愈大,即泡沫(mò)塑(sù)料(liào)的各向异(yì)性程(chéng)度也愈大。
压缩应力(lì)是指泡体(tǐ)被压缩(suō)25%时所产(chǎn)生的相对应力。作(zuò)为泡沫塑料应尽量避(bì)免各向异性,除非应(yīng)用中有特(tè)殊要求(qiú)。

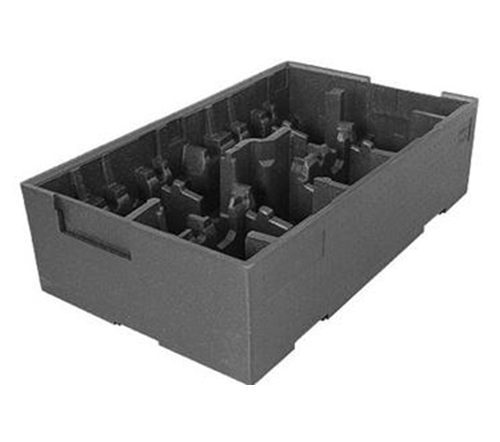
2.泡孔结构因素(sù)
泡孔的(de)开或闭会影响泡沫塑料泡(pào)体的(de)性能。开孔率升高,其压缩强度(dù)明显下(xià)降。压缩(suō)强度是衡量泡(pào)沫塑料性能的主要指标(biāo)之一。要制取高压(yā)缩强度的泡沫塑料,应使闭孔(kǒng)率(lǜ)高,反之则应保持(chí)高的开孔率。
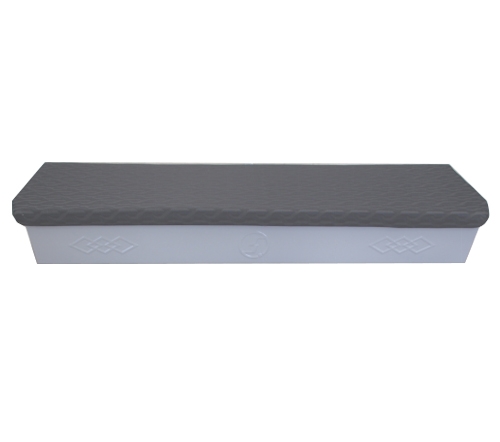
3.泡(pào)孔尺寸因素
泡孔尺寸大(dà)小是影(yǐng)响泡沫塑料压缩强度的重要因素之一(yī)。epp产品用光谱显微镜对两(liǎng)种泡(pào)孔大小不同的泡沫塑料泡体所做的压缩试验表明,大(dà)泡孔(0.5~1.5mm)泡沫塑料泡体被压(yā)缩10%时,外层泡孔肋架开始弯曲。
当被压缩25%时,外层泡(pào)孔(kǒng)崩塌,而泡体内层的泡孔则开始弯曲,泡体中心的泡(pào)孔才开始(shǐ)变形。